









































Automotive parts welding dust collection. A Sino-US joint venture automotive parts manufacturer operated over 60 manual welding stations and more than 10 robotic welding workstations across two workshops. Therefore, fugitive welding fumes created serious air quality and compliance issues. Moreover, the sheer number of emission points made standalone collectors impractical. Consequently, Meilan delivered two centralized dust extraction systems — one per workshop — to achieve full-coverage fume control.
Automotive parts welding generates complex pollutants. Specifically, fumes contain manganese, chromium, and nickel compounds from alloy steels. Furthermore, manual welding stations produce irregular fume patterns as operators move between joints. However, robotic workstations generate concentrated, continuous emissions. Therefore, a centralized dust collection system for automotive welding must handle both scenarios simultaneously.
Keywords: automotive parts welding dust collection, centralized dust extraction system for welding workshop, inclined cartridge dust collector, Siemens VFD dust collection, smart welding fume filtration
This project involved over 70 emission points across two workshops. Therefore, individual portable units would require 70 separate machines. Moreover, each unit needs independent maintenance and filter replacement. Consequently, the cumulative cost and management burden become overwhelming.
A centralized system solves this challenge efficiently. Specifically, one host unit per workshop serves all extraction points through a duct network. Therefore, maintenance focuses on just two primary units. Furthermore, consolidated filtration reduces total filter inventory.
Traditional vertical cartridge collectors demand significant floor area. However, automotive parts workshops need every square meter for production. Therefore, Meilan selected inclined cartridge dust collectors for this project. Specifically, filter cartridges mount at an angle within the housing. As a result, the footprint shrinks by approximately 30 to 40 percent compared to vertical designs.
In addition, the inclined orientation improves pulse-jet cleaning effectiveness. Specifically, dislodged dust falls more naturally along the angled surface toward the collection bin. Meanwhile, the compact housing allows installation in tight spaces between production lines. Consequently, workshop layout flexibility increases significantly.

The system connects all 70+ welding points through a galvanized steel duct network. Specifically, manual welding stations use flexible suction arms with 360-degree rotation. Therefore, operators can position the hood directly above each weld joint. Moreover, robotic welding workstations employ fixed enclosure hoods for consistent fume capture.
Each extraction branch includes a manual damper. Therefore, operators can close inactive points to redirect airflow. Meanwhile, the main duct converges at the host unit. Furthermore, duct diameters follow precise calculations to maintain 10 to 18 m/s transport velocity. Consequently, dust does not deposit inside the pipes.
Each workshop houses one inclined cartridge dust collector. Specifically, the key specifications include:
Furthermore, the inclined design allows cartridges to be accessed from the front. Therefore, maintenance personnel can replace filters without entering the unit. Consequently, both safety and efficiency improve during service operations.
Not all 70+ welding points operate simultaneously. Therefore, running the fan at full speed constantly wastes energy. However, the Siemens variable frequency drive solves this problem intelligently.
Specifically, a wind pressure sensor monitors duct pressure in real time. Meanwhile, when operators close dampers at inactive stations, the duct pressure rises. Consequently, the pressure sensor detects this change and transmits a signal to the VFD. The VFD then reduces motor speed to match the actual airflow demand.
Conversely, when additional welding stations come online, duct pressure drops. Therefore, the sensor signals the VFD to increase motor speed. As a result, the system maintains consistent suction at all active points while consuming only the energy required.
The energy savings are substantial. Specifically, fan power consumption follows the affinity law — power is proportional to the cube of speed. Therefore, reducing fan speed by just 20 percent cuts energy consumption by approximately 50 percent. Moreover, the VFD also extends motor and fan bearing life by reducing mechanical stress. Consequently, both operating costs and maintenance frequency decrease.
In addition, the Siemens VFD provides comprehensive motor protection. Specifically, it guards against overvoltage, undervoltage, phase loss, and overheating. Furthermore, these protections prevent unexpected downtime and costly motor replacements.
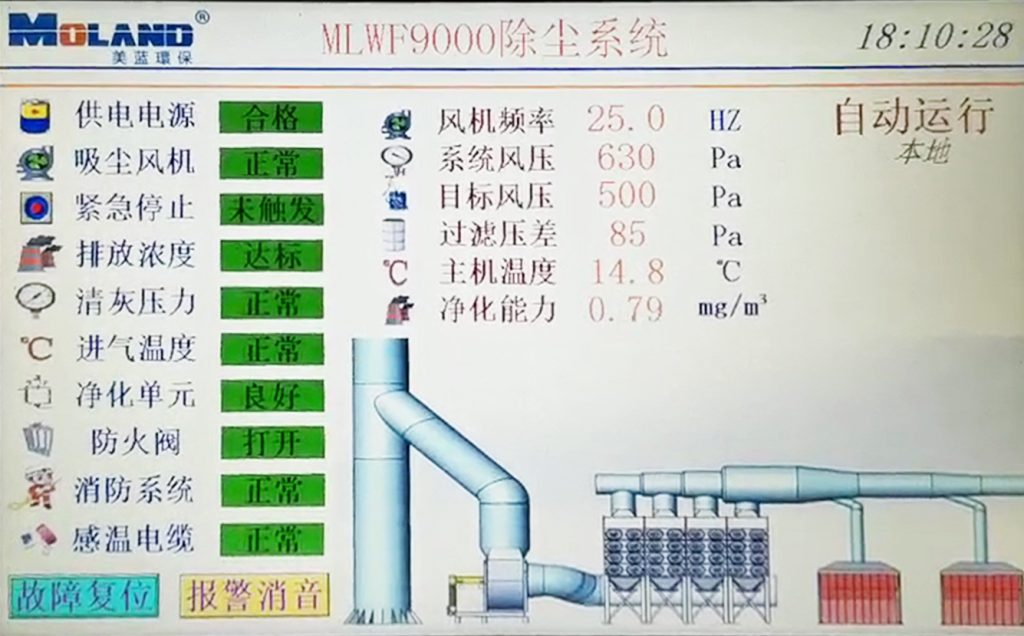
The MOLAND smart dust collection system provides comprehensive operational oversight. Specifically, it monitors three critical status categories:
Consequently, workshop managers have full visibility into system health at all times.
The MOLAND system supports two cleaning modes. Specifically, scheduled cleaning runs pulse-jet cycles at preset intervals during operation. Therefore, filter cartridges maintain consistent permeability without manual intervention.
Meanwhile, offline cleaning operates when the main fan stops. Specifically, the system isolates individual cartridge sections and fires pulse-jets sequentially. As a result, dislodged dust falls cleanly into the collection bin without being re-entrained by airflow. Therefore, offline cleaning achieves more thorough dust removal than online methods.
Filter cartridges have finite service lives. However, tracking replacement schedules across two workshops manually is error-prone. Therefore, the MOLAND system provides automated consumable management. Specifically, it records operating hours and pressure differential trends for each filter set. Furthermore, it calculates remaining useful life and sends replacement reminders before performance degrades.
Consequently, operators never miss a filter change deadline. Moreover, this proactive approach prevents the efficiency losses that occur when clogged filters go unnoticed.
Welding generates sparks and hot particles routinely. Therefore, these ignition sources can enter the dust collector through the extraction network. Moreover, accumulated metal dust inside the filter housing is combustible. Consequently, fire prevention is a critical design requirement for any welding fume filtration system.
The project implements a comprehensive fire safety chain. Specifically, the system includes the following layers:
Layer 1 — Spark capture at the source: Baffle-type spark arrestors installed at each extraction point intercept hot particles before they enter the duct network. Therefore, most ignition sources are eliminated at the entry point.
Layer 2 — Spark detection in ductwork: Spark detectors mounted inside the main duct identify any remaining hot particles. Moreover, upon detection, the system triggers an alarm and activates suppression measures.
Layer 3 — Temperature and smoke sensing: Temperature sensors inside the filter housing detect abnormal heat buildup. Meanwhile, smoke sensors identify combustion byproducts at the earliest stage. Furthermore, both sensor types provide redundant early warning coverage.
Layer 4 — Automated suppression and shutdown: When fire is detected, the system executes an automated response sequence. Specifically, it shuts down the main fan and closes the fire damper to starve the fire of oxygen. Meanwhile, it activates the fire extinguishing agent to suppress the blaze. Consequently, fires are contained and extinguished in their initial stage before causing significant damage.
As a result, the multi-layer approach ensures reliable fire protection for continuous welding operations.
Meilan completed both workshop systems within the agreed timeline. Specifically, the installation included ductwork fabrication, host unit positioning, electrical wiring, and control system integration. Moreover, each stage underwent quality inspection before proceeding. Consequently, commissioning proceeded smoothly without rework.
After commissioning, the dual-workshop system achieved the following results:
Furthermore, the inclined cartridge design saved valuable floor space in both workshops. Meanwhile, the MOLAND smart system reduced manual monitoring workload significantly.
表格
| Parameter | Specification |
|---|---|
| Client | Sino-US joint venture automotive parts manufacturer |
| Industry | Automotive components welding |
| Workshop count | 2 |
| Manual welding stations | 60+ |
| Robotic welding workstations | 10+ |
| Collection method | Centralized duct network with source capture |
| Filter type | Inclined PTFE membrane cartridge |
| Footprint saving | 30-40% vs vertical design |
| VFD | Siemens variable frequency drive with pressure feedback |
| Smart control | MOLAND intelligent monitoring system |
| Cleaning modes | Scheduled pulse + offline pulse |
| Fire protection | Spark arrestor + spark detector + temperature/smoke sensor + fire damper + extinguishing agent |
| Monitoring | Power status, air source pressure, temperature, filter condition |
Workshops with more than 10 welding points benefit enormously from centralization. Specifically, the management simplicity and energy savings outweigh the higher initial investment. Moreover, centralized systems deliver more consistent performance across all points.
Automotive parts workshops rarely have surplus floor area. Therefore, inclined cartridge collectors provide the ideal balance between filtration capacity and footprint. Furthermore, their front-access design simplifies maintenance without requiring rear clearance.
Multi-point systems with variable duty patterns must include VFD control. Specifically, the energy savings from pressure-feedback frequency adjustment typically recover the VFD investment within 12 to 18 months. Therefore, VFD is an economic necessity, not a luxury.
No single fire protection device guarantees safety in welding applications. Therefore, a multi-layer approach — from spark arrestors to automated suppression — provides the redundancy that continuous welding operations demand.
Still relying on standalone weld fume extractors across dozens of stations? Contact Meilan for a centralized smart dust collection system — why manage 70 individual units when two intelligent systems can cover your entire facility?

